








15 августа 2025 г.


Информация о заказчике:
Компания ZETTECH — один из ведущих российских производителей средств гигиены и косметики с 30-летним опытом работы. Основной производственный комплекс расположен в городском округе Чехов Московской области и включает современный завод с 17 производственными линиями, запущенными с 2006 года. Продукция выпускается под частными торговыми марками для крупных российских и международных ритейлеров.
Проблематика:
Контроль качества на всех производственных линиях осуществлялся вручную, путем визуального осмотра для выявления дефектов сотрудниками, что повышало влияние человеческого фактора на количество бракованных изделий, подлежащих утилизации, замедляло процесс выявления дефектов и приводило к снижению скорости работы линии. Кроме того, обнаруженный брак отсеивался непосредственно с конвейера вручную, что создавало дополнительную нагрузку на персонал и ограничивало возможности масштабирования производства. Такая методика контроля не позволяла обеспечить требуемый уровень автоматизации контроля, что стало сдерживающим фактором для оптимизации производственных процессов.
Запрос заказчика:
Перед нами стояла задача внедрения комплексной автоматизированной системы контроля качества на производственные линии, которая состоит из:
- Программной части UI интерфейс и кастомные модели компьютерного зрения
- Аппаратной части (камеры машинного зрения, коммутационные узла, серверные мощности для обработки данных, пневматический актуатор для отсева бракованной продукции с конвейера)
Это решение было направлено на: предотвращения выхода бракованных изделий за пределы стерильной зоны производства, повышение точности выявления дефектов, минимизацию влияния человеческого фактора, а также снижение затрат на фонд оплаты труда сотрудников, задействованных в процессе контроле качества.
Почему заказчик выбрал нас:
Заказчику была нужна команда, которая решит задачу «под ключ»: быстро и не прерывая производственного процесса. Ключевыми требованиями были:
- Высокая скорость работы (время от распознавания дефекта до исполнения команды актуатором— не более 90 мс);
- Точность распознавания дефектов из предоставленного заказчиком списка не ниже 98%;
- Отказоустойчивость и масштабируемость решения.
Основные сложности:
Ключевым вызовом стала необходимость выявления большого количества типов дефектов продуктов при одновременной высокой вариативности их дизайна. Частая смена дизайна не позволяла использовать привычный подход сравнения с эталонным изображением, поскольку при таком методе точность модели распознавания резко снижалась после введения нового дизайна. Это требовало постоянных и ресурсоёмких дополнительных обучений модели, что делало стандартные видеоаналитические решения неэффективными и неприемлемыми для задачи.
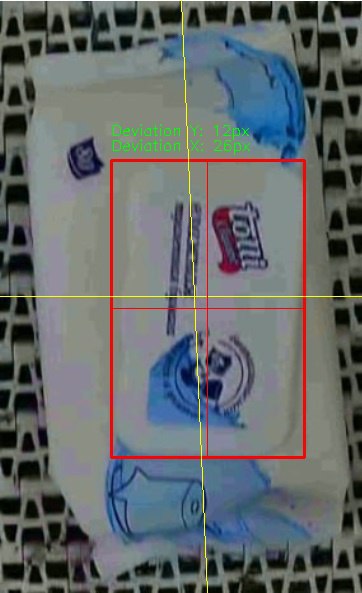
Для преодоления этой проблемы мы разработали собственную модель распознавания, основанную на принципах геометрического анализа. В её основу легли методы детекции наложенных объектов, оценка смещения центров, а также соотношений сторон и углов между элементами. Такой подход позволил добиться требуемого уровня точности без необходимости дополнительных итераций обучения даже при поступлении на конвейер нового продукта с изменённым дизайном.
Обучение модели осуществлялось нашими специалистами с использованием выделенного GPU-сервера, что обеспечивало высокую производительность и скорость обработки данных. Для подготовки модели был сформирован объемный датасет из более чем 30 000 видеокадров (фреймов), не включая расширенные аугментированные данные, обеспечивающий устойчивость алгоритма к вариациям дизайна продукта.
Проведя глубокий анализ стандартов качества заказчика, мы приняли решение исключить из области автоматического контроля редкие и сложные дефекты, выявление которых потребовало бы установки дополнительного оборудования и значительного увеличения вычислительных ресурсов для обработки видеопотока. Такой шаг позволил оптимизировать бюджет проекта и ускорить срок его окупаемости.
Фокусируясь на наиболее часто встречающихся дефектах, мы структурировали их по классам и организовали системный сбор и разметку данных для дата-сайенс команды, что обеспечило качественную подготовку обучающей выборки и максимальную эффективность модели при внедрении.
Реализация:
Проект длился 9 месяцев и включал несколько ключевых фаз:
Проверка гипотезы: протестировали, смогут ли CV-модели, обученные на датасете заказчика стабильно определять дефекты.
Подбор оборудования: выбрали актуатор, серверные мощности, подходящие по скорости и точности отбраковки.
Пилот: внедрили систему на одной производственной линии, провели тестирование и убедились в эффективности, сдали систему в эксплуатацию.
Масштабирование — развернули систему на всем участке.
Что было внедрено:
Компьютерное зрение — сверхточная модель компьютерного зрения для распознавания дефектов.
UI - интерфейс для отображения управления и дашборд для отображения статистики.
Актуатор — устройство физического удаления бракованной продукции.
Серверная часть — быстрая обработка видеопотока в реальном времени.
Все эти компоненты интегрированы в единую систему, где каждый элемент работает слаженно и точно.
Результат:
- Полная автоматизация контроля качества
- Минимизация влияния человеческого фактора в процессе контроля качества производства. Вместо одного сотрудника на каждую линию осталось только 2 для физической переборки брака.
- Уменьшился процент попадания бракованной продукции в «грязную» зону производства на 99,2%.
- Сокращение затрат на фонд оплаты труда сотрудников
- Перераспределение человеческого ресурса на другие задачи, путём избавления от монотонной работы (трудозатраты для контроля качества уменьшилось с 96 чел/час за смену до 24 чел/час)
- Формированная отчетность о количестве бракованной продукции линии через WEB-интерфейс системы контроля.
- Рост стабильности и предсказуемости производственного процесса
Система работает стабильно, оператору остаётся лишь наблюдать за интерфейсом.
Цифры и факты:
- 8 камер
- 8 актуаторов
- 1 сервер
- 800 метров кабеля
- 6 специалистов
- Использованы решения Cognac, Hikrobot (с возможностью замены в рамках импортозамещения)
Итог:
В результате автоматизации ключевыми показателями стали снижение уровня брака и оптимизация производственных расходов при сохранении высоких стандартов безопасности и качества продукции.
Этот проект — наглядный пример того, как можно внедрить интеллектуальное управление качеством на производстве с высокими требованиями к точности и скорости работы. Мы не просто автоматизировали контроль, мы сделали его точным, быстрым и удобным в эксплуатации.
Если вам нужно не просто решение, а результат — вы знаете, к кому обращаться.
Источник: Абак-2000
